 +86 15303735673
+86 15303735673 Jessica@frpzs.com
Jessica@frpzs.com
 Technical Data
Technical Data

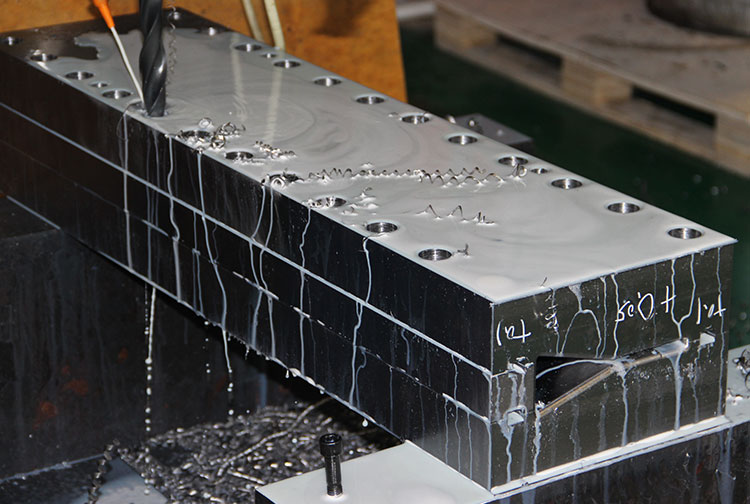
Precision Pultrusion Tooling: The bridge between raw fiber and high-performance structural profiles.
The Critical Role of Precision in Mold Customization
In the 2026 global composites market, the difference between a profitable production line and a high-waste operation lies in the pultrusion mold. A mold is more than a shaping die; it is a thermal reactor where complex resin kinetics meet mechanical friction. Whether you are manufacturing fiberglass rebar, heavy-duty I-beams, or complex C-channels, the following engineering considerations are vital for long-term success.
1. Data Acquisition & Geometric Integrity
Success begins with data. At Henan Zhongsheng (FRPZS), we go beyond simple 2D drawings. To ensure the mold performs under high pulling tension, we analyze:
- Compression Ratios: The volumetric change as the resin-soaked fiber enters the heated die.
- Profile Tolerances: Accounting for the microscopic shrinkage of specific resin systems (e.g., Polyester vs. Epoxy).
- Environment Stress: Designing the mold to resist the specific corrosive or thermal loads of the target application.
2. Material Science: Selecting the Right Steel
Not all steels are created equal for pultrusion. The constant abrasion of glass or carbon fibers requires specific metallurgical properties.
| Engineering Factor | Requirement Specification | Zhongsheng Standard Solution |
|---|---|---|
| Mold Steel Grade | HRC 58-62 Hardness | Cr12 / S136 / P20 High-Alloy Steel |
| Surface Hardness | Extreme Wear Resistance | Hard Chrome Plating (0.05-0.08mm) |
| Surface Finish | Ra 0.05 Mirror Polish | Eliminates "Sloughing" & Pulling Friction |
| Thermal Control | Zonal Uniformity | Multi-Zone PID Integrated Heating |
| Service Life | Long-Term ROI | Guaranteed 50,000+ Meters (Per Chrome Cycle) |
3. Advanced Thermal & Structural Design
Modern pultrusion requires Multi-Zone Temperature Control. By segmenting the mold into entry, gelation, and curing zones, we prevent the "flash curing" that causes internal cracking. Furthermore, our segmented structural designs allow for rapid cleaning, reducing downtime by up to 30%.
10 Expert FAQs: Custom Pultrusion Mold Engineering
Q1: "Why is hard chrome plating essential for pultrusion molds?"
A: Glass fiber is extremely abrasive. Without chrome plating (HRC 65+), the steel surface would score quickly, leading to rough profiles and increased pulling force that can stall the machine.
Q2: "Can one mold handle both Polyester and Vinyl Ester resins?"
A: Technically yes, but since Vinyl Ester has a different shrinkage rate than Polyester, the final profile dimensions may vary slightly. We recommend optimizing the mold for the primary resin used.
Q3: "How does mold length affect pultrusion speed?"
A: Longer molds (900mm-1200mm) allow for higher speeds because they provide a longer curing window. Shorter molds are restricted to slower speeds to ensure the core is fully cured before exiting.
Q4: "What is the primary cause of resin buildup (sloughing) inside the mold?"
A: Usually, it's a combination of poor surface finish (Ra > 0.2) and incorrect temperature settings at the entry zone causing premature gelation.
Q5: "How often should a pultrusion mold be re-polished?"
A: For high-volume glass fiber production, we recommend a surface inspection and light polish every 20,000 meters to maintain a mirror finish.
Q6: "Can you design molds for complex, hollow profiles like window frames?"
A: Yes. Hollow profiles require a high-precision Mandrel (internal core) supported by a bridge. Our CNC centers specialize in these complex geometric tolerances.
Q7: "Which heating method is most efficient for custom molds?"
A: Electric cartridge heaters are the industry standard for precision. They allow for the most granular control across different zones of the mold.
Q8: "Does carbon fiber require different mold materials than fiberglass?"
A: Carbon fiber is conductive and more abrasive. We recommend H13 or S136 steel with specialized coatings to prevent galvanic corrosion between the fiber and the die.
Q9: "What is the 'entry taper' and why is it important?"
A: The entry taper is a subtle angle at the mold mouth that helps guide the fibers in without snagging or damaging the reinforcement architecture.
Q10: "Do you provide a warranty on mold performance?"
A: Absolutely. At Zhongsheng, we provide a performance guarantee covering dimensional accuracy and surface quality upon commissioning.
Conclusion: Engineering Precision for Global Success
Customizing a pultrusion mold is a sophisticated engineering task that integrates metallurgy, thermal dynamics, and chemical kinetics. By partnering with an experienced manufacturer, you ensure that your production line is optimized for 2026's demanding infrastructure requirements.
One-Stop FRP Solutions by Henan Zhongsheng
As a leading industrial manufacturing firm based in Xinxiang, Henan, Henan Zhongsheng Composite Materials Co., Ltd. offers a comprehensive suite of services—from precision pultrusion molds to turnkey pultrusion machinery and custom fiberglass profiles.
Contact Jessica Huang for a Technical Consultation & Custom Quote:
- Technical Contact: Jessica Huang
- Email: Jessica@frpzs.com
- WhatsApp: +86 15303735673
- Official Website: www.frpzs.com
- Resources: Mold maintenance guides, resin shrinkage charts, and global shipping options.









