+86 15303735673
+86 15303735673 Jessica@frpzs.com
Jessica@frpzs.com
 Technical Data
Technical Data




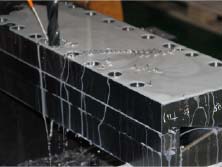
Precision Tooling: The heart of high-performance composite shutter production.
Engineering Excellence in Pultrusion Tooling
In the composite industry, the quality of a pultruded profile is 90% dependent on the precision of the die. The GRP Composite Shutter Pultrusion Mould is a sophisticated engineering tool designed to handle the complex geometries of louvers and shutter frames. Unlike standard pipe moulds, shutter moulds require extreme precision in wall thickness and surface finish to ensure functional aerodynamics and aesthetic appeal. At Henan Zhongsheng (FRPZS), we utilize aerospace-grade steel and multi-stage heat treatment to produce moulds that deliver consistent results over millions of meters.
1. The Science of the Pultrusion Mould Working Principle
A GRP Shutter Mould acts as a chemical reactor and a forming press simultaneously. The process is a delicate balance of temperature, pressure, and speed:
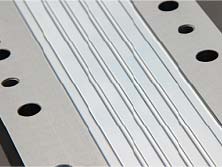
- Impregnation & Guiding: Fiber reinforcements (glass or carbon) are saturated in a resin bath and precisely aligned through pre-forming guides before entering the mould.
- Zonal Heating: The mould is divided into three or more heating zones. The entry zone prevents premature gelation, the middle zone initiates the exothermic reaction, and the exit zone ensures full structural cure.
- Phase Transformation: Inside the cavity, the resin transitions from a liquid state to a gel, and finally into a solid structural composite under the compression of the mould's internal taper.
- Continuous Pulling: The cured shutter profile is continuously extracted by a reciprocating puller and cut to length with diamond-tipped saws.
2. Material Engineering & Surface Treatment
The internal environment of a pultrusion die is highly abrasive. To prevent "mold fouling" and internal scratching, the material selection is critical:
- Cr12 / Cr12MoV: High-carbon, high-chrome steel for exceptional wear resistance in high-volume runs.
- H13 Tool Steel: Preferred for epoxy or polyurethane pultrusion due to its superior toughness at elevated temperatures.
- Hard Chrome Plating (0.04-0.05mm): Essential for reducing friction. A mirror-finish (Ra=0.012) cavity ensures the lowest possible pulling force, extending the life of the machine's grippers.
3. 2026 Technical Parameters & Execution Standards
| Parameter | Standard Value | Engineering Significance |
|---|---|---|
| Cavity Hardness | HRC 55-62 | Prevents abrasion from glass fibers. |
| Surface Smoothness | Ra 0.025 ~ 0.012 | Ensures a "Class A" finish on profiles. |
| Straightness | < 0.02mm per meter | Prevents warping of the final profile. |
| Parallelism | ± 0.01mm | Ensures uniform wall thickness. |
| Plating Hardness | ≥ HV 900 | Extends mould life by 300%. |
4. Factors Influencing Mould Performance
- Fiber Volume Fraction: The mould must be designed to accommodate the specific fiber-to-resin ratio to prevent internal pressure spikes.
- Shrinkage Compensation: Advanced shutter moulds are slightly oversized to account for the resin's chemical shrinkage during cross-linking.
- Cooling Channel Design: While the mould is heated, the entry zone may require cooling to prevent resin build-up and "hanging" at the inlet.
10 Professional FAQs: Pultrusion Mould Procurement
Q1: "How many meters can a chrome-plated Cr12 mould produce before re-plating?"
A: Typically, between 50,000 and 100,000 meters depending on the resin type and fiber abrasiveness.
Q2: "What steel is best for Polyurethane (PU) pultrusion?"
A: We recommend P20 or H13 steel with a specialized nitriding treatment, as PU can be more aggressive toward standard chrome plating.
Q3: "Can a single mould produce different shutter thicknesses?"
A: Generally, no. Each die is precisely machined for a specific cross-section. Thickness is determined by the cavity geometry.
Q4: "Why is the straightness of the mould so critical for shutters?"
A: Even a 0.1mm deviation can cause the profile to 'banana' or twist, making it impossible to assemble into a shutter frame.
Q5: "How do you handle the exothermic heat peak in the mould?"
A: We design the heating zones with independent PID controllers to offset the heat generated by the resin's curing reaction.
Q6: "Is hard chrome plating essential for all moulds?"
A: Yes. Without it, the friction between the glass fiber and the steel would lead to rapid wear and high pulling forces that could stall the machine.
Q7: "Can you provide custom moulds based on our CAD drawings?"
A: Absolutely. We specialize in 1:1 precision manufacturing based on customer STEP or DWG files, including shrink-rate adjustments.
Q8: "What is the typical lead time for a complex shutter mould?"
A: A high-precision shutter die usually takes 15-25 days for machining, heat treatment, and final polishing.
Q9: "Do you offer pre-forming templates with the mould?"
A: Yes, we provide matching stainless steel or nylon pre-forming guides to ensure the fiber enters the die in the correct orientation.
Q10: "How do I maintain the mould between production runs?"
A: The cavity should be cleaned of resin residue while warm and coated with a light anti-rust oil or mold-protectant spray.
Precision Tooling Consultation
Optimize your composite production with Henan Zhongsheng Composite Materials Co., Ltd. Led by Jessica Huang, our tooling department specializes in the design and fabrication of world-class FRP/GRP pultrusion moulds.
Submit your design for a technical review:
- Tooling Project Manager: Jessica Huang
- Technical Engineering Email: Jessica@frpzs.com
- Global WhatsApp: +86 15303735673