+86 15303735673
+86 15303735673 Jessica@frpzs.com
Jessica@frpzs.com
 Technical Data
Technical Data




Engineering Precision for Complex FRP Geometries
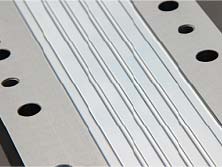
In the evolving architectural and industrial sectors of 2026, standard round tubes often fall short of aesthetic and functional requirements. The φ35mm FRP Concave Tube Pultrusion Mould is engineered to produce high-specification "concave" or "fluted" profiles used in premium sunshades, high-end furniture, and specialized electrical insulators. At Henan Zhongsheng (FRPZS), we understand that concave sections present unique challenges in resin flow and fiber distribution, which is why our moulds feature optimized internal thermodynamics to ensure every flute is sharp, structural, and seamless.
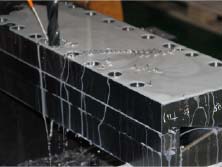
1. The Mechanics of Concave Pultrusion
Producing a φ35mm concave tube requires a higher level of die-cavity precision than standard circular profiles. The "indentations" in the profile create potential zones for resin-rich areas or fiber voids:
- Flow Dynamics: The entry zone of the mould is CNC-machined to guide the rovings and mats into the concave recesses without snagging or uneven tension.
- Differential Cooling/Heating: Due to the varying wall thickness at the concave peaks and valleys, our moulds utilize specialized heating cartridge placement to ensure a uniform curing rate across the entire cross-section.
- Mandrel Alignment: The internal mandrel for a concave tube must be perfectly keyed to the outer die to prevent rotation or drifting, ensuring a constant wall thickness of 2mm to 4mm as per client specifications.
2. Advanced Tooling Materials & Surface Finish
To withstand the continuous friction of glass fibers dragging through concave corners, we utilize ultra-hard tool steels:
- Cr12 / Cr12MoV: High-chrome steel that provides the abrasion resistance necessary for long production runs of thousands of meters.
- H13 Tool Steel: Recommended for high-speed pultrusion using polyurethane or vinyl ester resins where thermal stability is paramount.
- Super-Mirror Polishing: The concave recesses are polished to Ra 0.012. This "optical grade" finish is critical to prevent resin build-up in the corners of the flutes, which can cause surface defects and increased pulling force.
3. φ35mm Concave Mould Technical Parameters
| Technical Specification | Standard Value | Engineering Advantage |
|---|---|---|
| Profile Diameter | φ35.0 mm | Optimized for architectural aesthetics. |
| Cavity Material | Cr12 / H13 / P20 | Exceptional wear & heat resistance. |
| Surface Smoothness | Ra 0.025 ~ 0.012 | Class-A decorative finish. |
| Hardness | HRC 55 - 60 | Immune to glass fiber scratching. |
| Chrome Thickness | 0.04 - 0.06 mm | Industrial-grade low-friction layer. |
| Straightness | 0.02 mm / m | Ensures perfect alignment in assemblies. |
4. Application-Specific Engineering
- UV-Resistant Output: For outdoor architectural louvers, our moulds are designed to work perfectly with UV-stabilized polyester resins and surface veils.
- Reinforcement Balance: The mould cavity geometry is optimized to accommodate a higher volume of continuous filament mat (CFM) near the concave flutes for enhanced hoop strength.
- Rapid Pulling: The mirror-finish chrome plating allows for higher pulling speeds (up to 1.2m/min), increasing the daily output of your pultrusion line.
10 Technical FAQs: Concave Tube Moulding
Q1: "Can the concave flute depth be customized?"
A: Yes. We can design the mould to produce subtle fluting for aesthetics or deep grooves for mechanical interlocking.
Q2: "Does the chrome plating cover the deep concave corners?"
A: Our specialized electroplating process ensures a uniform hard-chrome layer even in tight radii, preventing corner wear.
Q3: "Which resin is best for decorative φ35mm concave tubes?"
A: Isophthalic Polyester is standard for decoration, but Vinyl Ester is recommended if the tube is used in corrosive chemical environments.
Q4: "Will the concave shape cause the tube to twist during pultrusion?"
A: No. We engineer the internal fiber alignment and pre-former guides to balance the internal stresses, ensuring the tube exits perfectly straight.
Q5: "How long does it take to manufacture a φ35mm concave die?"
A: A high-precision异型 (special-shaped) mould typically requires 18-25 days for CNC machining, vacuum heat treatment, and mirror polishing.
Q6: "Is it difficult to clean the concave sections of the mould?"
A: Not with our mirror finish. Most residue is easily removed while the mould is warm. We also provide matching cleaning scrapers for specific fluted shapes.
Q7: "Can I use the same mould for both Carbon Fiber and Fiberglass?"
A: While possible, Carbon Fiber is more abrasive. For Carbon Fiber, we recommend Cr12 steel with a higher HRC rating for maximum lifespan.
Q8: "What is the typical lifespan of the mould?"
A: With proper maintenance, our Cr12 moulds can produce over 100,000 meters of profile before requiring a surface refresh.
Q9: "Can you provide a trial run of the profile before shipping the mould?"
A: Yes, we offer in-house testing services where we pultrude sample profiles using your specified resin and fiber mix for final approval.
Q10: "How do you prevent air bubbles from getting trapped in the concave grooves?"
A: The mould entry features a specifically calculated 'tapered compression zone' that forces air out through the resin bath before the material cures.
Precision Tooling Consultation
Enhance your product line with Henan Zhongsheng Composite Materials Co., Ltd. Led by Jessica Huang, our engineering department specializes in the design and fabrication of complex FRP Concave Tube Pultrusion Moulds.
Partner with us for your next project:
- Lead Engineering Consultant: Jessica Huang
- Technical Engineering Email: Jessica@frpzs.com
- Global WhatsApp: +86 15303735673