+86 15303735673
+86 15303735673 Jessica@frpzs.com
Jessica@frpzs.com
 Technical Data
Technical Data


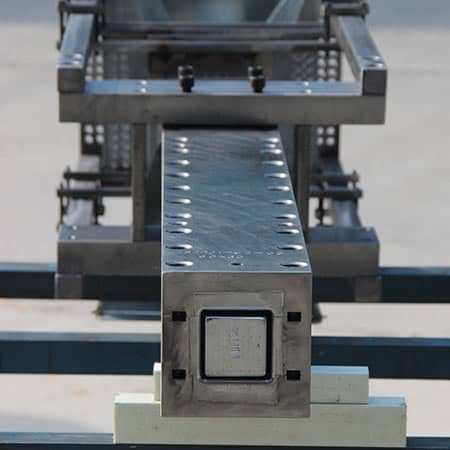

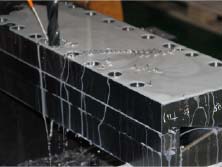
High-Precision Tooling for Structural FRP Frameworks
In the construction and industrial sectors of 2026, 60*60mm square tubes are the "workhorse" of composite structures, widely used in cooling towers, modular housing, and pedestrian walkways. The 60*60mm FRP Square Tube Pultrusion Mould is engineered to meet the rigorous demands of these load-bearing applications. At Henan Zhongsheng (FRPZS), we focus on the subtle geometry of the internal corners and the thermal stability of the die steel to ensure that every square tube meets ISO structural standards with zero delamination.
1. The Mechanics of Square Tube Pultrusion
Producing a high-quality 60mm square tube requires managing the "shrinkage stress" that naturally occurs at the corners of a rectangular profile. Our moulds are engineered with three critical zones:
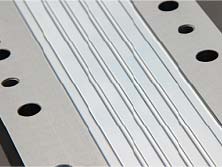
- Compaction Entry: The mold mouth features a precision-calculated lead-in taper that compresses the glass fiber mats and rovings, ensuring the corners of the square profile are fully packed with reinforcement.
- Zonal Heating Dynamics: We employ a multi-stage heating system. Since the center of a 60mm square tube cures differently than the corners, our moulds balance the heat to prevent "internal checking" or thermal cracks.
- Mandrel Precision: The internal 50mm-54mm (depending on wall thickness) mandrel is secured with high-tensile bolts and centering jigs to ensure wall thickness remains uniform within ±0.1mm.
2. Advanced Material Science & Cavity Treatment
To withstand the intense abrasion of continuous glass fiber movement at high pulling speeds, our 60*60mm moulds utilize premium tool steels:
- Cr12 / Cr12MoV: Standard high-chrome steel for volume production, offering superior hardness (HRC 58-62) after vacuum heat treatment.
- H13 Tool Steel: The preferred choice for epoxy-based pultrusion due to its high toughness and thermal fatigue resistance.
- Mirror Polishing & Plating: The internal cavity is polished to Ra 0.012 and plated with 0.05mm of hard chrome. This ultra-smooth surface reduces pulling friction by 30%, significantly lowering energy costs and gripper wear.
3. Technical Parameters & Execution Standards
| Engineering Property | Zhongsheng Standard Value | Benefit to Production |
|---|---|---|
| Mold Specification | 60.0 x 60.0 mm | Customizable wall thickness (3mm-6mm). |
| Cavity Hardness | HRC 55 - 62 | Extreme resistance to glass fiber erosion. |
| Straightness Tolerance | < 0.02 mm / meter | Ensures tubes fit perfectly in connectors. |
| Smoothness (Ra) | 0.025 ~ 0.012 | Class-A surface finish for exterior use. |
| Corner Radius (R) | 1.0 - 3.0 mm (Custom) | Reduces stress concentration at joints. |
4. Industrial Applications for 60mm Square Tubes
- Cooling Towers: Corrosion-proof framework members that withstand constant chemical and moisture exposure.
- Electrical Utilities: Non-conductive support structures for high-voltage substations.
- Modular Construction: Lightweight beams and columns for rapid-deployment housing and disaster relief shelters.
- Agricultural Frames: Durable, rot-proof framing for greenhouse structures and livestock flooring supports.
10 Professional FAQs: Square Tube Mould Engineering
Q1: "Can one mould produce square tubes with different wall thicknesses?"
A: No. The wall thickness is determined by the gap between the outer cavity and the internal mandrel. However, mandrels are interchangeable if the die body is designed for it.
Q2: "What is the typical pulling speed for a 60*60mm profile?"
A: Depending on the resin system (Polyester vs. Polyurethane), speeds typically range from 0.4 to 1.0 meters per minute.
Q3: "How do you prevent the square tube from twisting?"
A: Twisting is prevented by precise alignment of the pre-forming templates and the internal straightness of the mould cavity (0.02mm tolerance).
Q4: "Is hard chrome plating required for pultruding carbon fiber?"
A: Absolutely. Carbon fiber is highly abrasive. We recommend a thicker chrome layer or specialized nitriding for carbon fiber runs.
Q5: "How many zones of heating are recommended for a 60mm die?"
A: We recommend a 3-zone or 4-zone heating system to manage the curing peak effectively for structural thicknesses.
Q6: "What causes surface 'fuzz' or roughness on the square tube?"
A: This usually results from mould fouling or worn-out chrome plating. Our Ra 0.012 finish is designed to prevent this for up to 100,000 meters.
Q7: "Can you design the mould with a specific corner radius for my connectors?"
A: Yes. We can customize the 'R' angle to match your structural joint requirements perfectly.
Q8: "What is the expected lifespan of a Cr12 60*60mm mould?"
A: With proper maintenance and non-abrasive resins, a Cr12 die can produce between 50,000 and 150,000 meters of profile.
Q9: "Do you provide technical support for the first production run?"
A: Yes, we provide full technical documentation and can offer video consultation for machine setup and resin temperature settings.
Q10: "How do I clean resin build-up inside the square cavity?"
A: Use a brass or copper scraper while the mould is still warm to avoid scratching the chrome plating, followed by a cleaning solvent.
Strategic Tooling Consultation
Elevate your production efficiency with Henan Zhongsheng Composite Materials Co., Ltd. Led by Jessica Huang, our team provides world-class FRP Pultrusion Mould solutions for global infrastructure.
Discuss your project specifications with us:
- Project Director: Jessica Huang
- Technical Engineering Email: Jessica@frpzs.com
- Global WhatsApp: +86 15303735673