+86 15303735673
+86 15303735673 Jessica@frpzs.com
Jessica@frpzs.com
 Technical Data
Technical Data




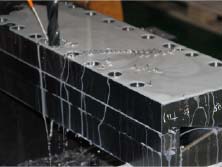
Advanced Tooling for Structural FRP Angles
In the 2026 global infrastructure market, Fiberglass Angles (L-profiles) are essential components for electrical cable trays, cooling tower frameworks, and non-conductive safety ladders. The Fiberglass Angles Pultrusion Mould is a high-precision tool designed to manage the unique cooling and curing challenges of right-angled geometries. At Henan Zhongsheng (FRPZS), we engineer our angle dies with optimized thermal zones to prevent the "warping" or "bowing" common in asymmetrical profiles, ensuring every angle exits the die at a perfect 90 degrees.
1. The Mechanics of Angle Pultrusion
Producing a structural FRP angle requires more than just an L-shaped slot. It demands precise control over the fiber-to-resin ratio at the corner vertex:
- Corner Stress Optimization: The internal "apex" of the mould is CNC-machined with a specific radius to ensure fiber reinforcement is densely packed, preventing longitudinal cracking at the corner.
- Zonal Temperature Profiling: We implement multi-zone heating (Entry, Gelation, and Curing zones) to ensure the resin cross-links uniformly across both legs of the angle, maintaining dimensional accuracy.
- Tapered Compaction: The mould entrance features a progressive taper that gradually increases internal pressure, forcing out air and ensuring a void-free, high-density composite.
2. Premium Materials & Surface Engineering
To resist the continuous scouring of glass fiber reinforcements at high production speeds, we utilize high-performance metallurgy:
- Cr12 / Cr12MoV: High-carbon, high-chrome steel providing excellent wear resistance (HRC 58-62) for standard high-volume glass fiber runs.
- H13 Tool Steel: The professional choice for epoxy or polyurethane pultrusion, offering superior toughness and thermal stability.
- Hard Chrome Plating (Ra 0.012): The cavity is mirror-polished and plated with 0.05mm of industrial hard chrome. This ultra-low friction surface reduces pulling force, extends mould life, and gives the angles a smooth, "Class-A" finish.
3. Technical Parameters & Execution Standards
| Engineering Property | Zhongsheng Standard Value | Benefit to Production |
|---|---|---|
| Mould Specification | Fully Customizable (e.g., 50x50, 75x75) | Tailored to project structural loads. |
| Cavity Material | Cr12 / H13 / P20 / 38CrMoAI | Superior wear & heat resistance. |
| Cavity Hardness | HRC 55 - 62 | Immune to fiber-induced abrasion. |
| Surface Smoothness | Ra 0.025 ~ 0.012 | Reduces pulling force and energy costs. |
| Straightness | < 0.02 mm / meter | Ensures perfect alignment in assemblies. |
| Angle Tolerance | ± 0.5° | Precision fit for structural joints. |
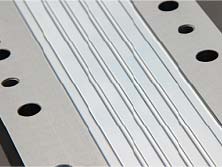
4. Factors Influencing Angle Quality
- Reinforcement Balance: Our moulds are designed to work with a mix of rovings for longitudinal strength and mats for transverse strength, ensuring the angle doesn't split under load.
- Resin Consistency: Compatible with Polyester, Vinyl Ester, and Polyurethane systems, the mould handles a wide range of chemical exotherms.
- Tooling Lifespan: A mirror-finish chrome-plated Cr12 die can produce over 100,000 meters of angle profile before requiring a surface refresh.
10 Professional FAQs: Fiberglass Angle Moulding
Q1: "How do you prevent the angle from 'opening up' (exceeding 90 degrees) after exiting the die?"
A: This is caused by unbalanced curing. We engineer the heating zones and resin formulation advice to ensure equal shrinkage on both legs of the angle.
Q2: "What is the best steel for a high-volume angle production line?"
A: Cr12MoV is the industry standard for durability. For specialized resins like Phenolics, we recommend H13 steel for better corrosion resistance.
Q3: "Can I use the same die for both 3mm and 5mm thick angles?"
A: No. Pultrusion is a fixed-cavity process. The wall thickness is machined into the die to ensure proper compaction and structural density.
Q4: "Is hard chrome plating essential for L-profiles?"
A: Yes. Without it, the "frictional drag" on the corner of the angle would be too high, leading to surface tearing and machine stalling.
Q5: "Why is the straightness tolerance so tight (0.02mm)?"
A: FRP angles are often used as structural supports. Even a slight bow makes it impossible to bolt them to other structural members in a frame.
Q6: "How do you handle the fiber guiding at the 90-degree corner?"
A: Every angle die includes a set of custom-designed stainless steel pre-former plates that fold the mats into the L-shape before they enter the heated zone.
Q7: "Can the die produce equal and unequal leg angles?"
A: Yes. We customize the die cavity to any geometry, including unequal legs (e.g., 100mm x 50mm) for specific engineering designs.
Q8: "What is the typical pulling speed for a 50x50x5mm angle?"
A: Depending on the resin, pulling speeds generally range from 0.6 to 1.0 meters per minute.
Q9: "How do you clean the 'inner corner' of the die?"
A: Our mirror-finish Ra 0.012 makes cleaning easy. We provide matching brass scrapers that fit the internal radius for safe residue removal.
Q10: "Do you offer technical support for resin temperature settings?"
A: Yes. Along with the mould, we provide a recommended "Thermal Map" based on your specific resin type to ensure immediate production success.
Expert Structural Tooling Consultation
Optimize your structural production with Henan Zhongsheng Composite Materials Co., Ltd. Led by Jessica Huang, our engineering team is the trusted partner for high-precision FRP Pultrusion Moulds worldwide.
Discuss your structural requirements with us:
- Lead Engineering Consultant: Jessica Huang
- Technical Engineering Email: Jessica@frpzs.com
- Global WhatsApp: +86 15303735673