+86 15303735673
+86 15303735673 Jessica@frpzs.com
Jessica@frpzs.com
 Technical Data
Technical Data
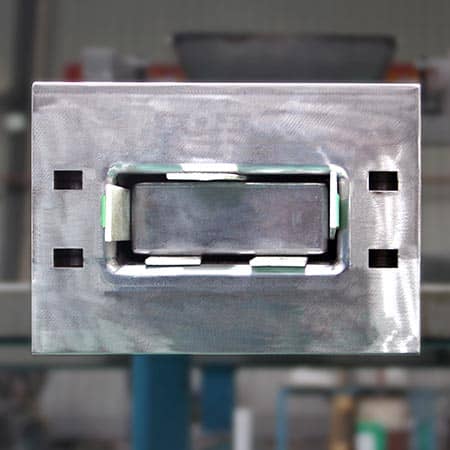
High-precision 120*50mm FRP rectangular tube pultrusion mould from certified factory Zhongsheng. Made of H13/Cr12 tool steel with 0.05mm hard chrome plating & Ra 0.012 mirror finish.
Executive standard
Straightness: 0.02mm Smoothness: Ra=0.025~0.012 Cavity surface hardness: < 0.02mm Boundary tolerances: ±0.3mm Plating thickness: 0.04-0.05mm Provide Customized Services
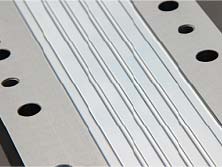
The 120*50mm FRP rectangular tube pultrusion mould (also designated as a pultrusion die or custom shaping matrix) is a high-precision, heavy-duty engineering tool engineered for the continuous manufacturing of fiber reinforced polymer composite structural profiles. By pulling high-tensile glass or carbon fibers impregnated with thermosetting resin through our precisely heated tool steel cavity, this tooling configuration guarantees exceptional dimensional accuracy, high structural strength, and uniform resin distribution across the entire rectangular cross-section.
The continuous extrusion and shaping process inside the Zhongsheng FRP rectangular tube pultrusion mold operates through four synchronized technical stages:
To maximize structural lifespan and minimize internal frictional stiction, Henan Zhongsheng designs and machines its pultrusion dies using premium certified tool steels and advanced surface texturization:
| Engineering Specification Parameters | Tested Technical Metrics & Compliance Standards |
|---|---|
| Tooling Designation (模具名称) | Premium 120*50mm FRP Rectangular Tube Pultrusion Mould |
| Cross-Sectional Size (规格) | 120mm Width × 50mm Height (Wall thickness fully customizable) |
| Core Steel Material (材质) | Premium Grade 40Cr, P20, Cr12MoV, 38CrMoAl, or H13 Die Steel (Optional) |
| Cavity Surface Treatment (表面处理) | Advanced quenching & tempering, induction hardening, gas nitriding, hard chrome plating |
| Base Cavity Hardness (基体硬度) | HRC 55 - 60 |
| Internal Mirror Polish (光洁度) | Ultra-smooth Ra = 0.025 ~ 0.012 μm (Eliminates profile micro-cracking) |
| Straightness Tolerance (直线度公差) | ≤ 0.02 mm over 1000 mm span |
| Boundary Geometric Tolerances (边界公差) | ±0.1 mm to ±0.3 mm (Meets international aerospace/5G radome benchmarks) |
| Hard Chrome Plating Thickness (镀铬厚度) | 0.04 mm - 0.05 mm (Provides extreme wear resistance against abrasive fiberglass) |
| Compatible Thermosetting Resin (适用树脂) | Unsaturated Polyester (UP), Vinyl Ester, Epoxy, Phenolic, Polyurethane (PU) matrices |
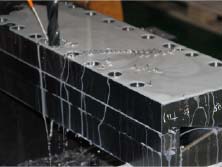
As a vertically integrated manufacturing leader, Henan Zhongsheng operates an in-house CNC machining and precision tooling facility. We do not rely on external mold suppliers. This allows our tool and die engineers to directly coordinate with our chemical formulation team, matching the multi-zone die thermal expansion variables with specific resin cross-linking profiles. This drastically cuts mold configuration fees by up to 40% and ensures rapid prototyping for global industrial supply chains.
| Die Steel Grade Material | H13 Tool Steel (Premium) | Cr12MoV Die Steel (Standard) | P20 Mold Steel (Economical) |
|---|---|---|---|
| Core Working Lifespan | Excellent (Over 50,000+ meters with fiberglass) | High (Around 30,000 - 40,000 meters) | Moderate (Best for short-run prototyping) |
| Thermal Fatigue Resistance | Ultra-High (Maintains HRC hardness at high temperature) | Moderate (Good for polyester matrices) | Poor (Prone to dimensional wear under continuous PU) |
| Internal Mirror Polish Cap | Perfect (Achieves Ra 0.012 μm easily) | Excellent (Achieves Ra 0.025 μm) | Standard (Achieves Ra 0.040 μm) |
| Best Application Profiles | Massive composite structural section runs, polyurethane pultrusion | Standard FRP rectangular tubes, high-volume square channels | Low-volume specialized custom异型 profiles |
Answer: Glass fiber rovings and mats are highly abrasive materials. During continuous composite profiling, the fiber reinforced matrix exerts immense scratching friction against the cavity walls of the FRP tube pultrusion mould. Applying a precise 0.04-0.05mm hard chrome plating layer increases the surface micro-hardness and shields the underlying tool steel (like H13 or Cr12). This wear-resistant barrier extends the structural lifespan of the pultrusion die by over 40% and maintains consistent 120*50mm external geometry.
Answer: Achieving a microscopic internal mirror polish roughness of Ra 0.012 to 0.025 μm dramatically minimizes the dynamic coefficient of friction inside the 120*50mm custom shaping matrix. Lower friction resistance means the hydraulic or track-type pultrusion machine requires significantly less clamping traction force to advance the curing composite profile. This eliminates line stiction, prevents surface fiber blooming or wrinkling, and curtails energy consumption across mass manufacturing shifts.
Answer: For high-volume, long-term continuous manufacturing of custom FRP square or rectangular tubes, H13 tool steel or Cr12MoV die steel is highly recommended. H13 steel delivers superior resistance to thermal fatigue and preserves its base hardness (HRC 55-60) during the high-temperature exothermic curing spikes of vinyl ester or polyurethane systems. For shorter, cost-sensitive prototyping profile production runs, economical pre-hardened mold steels like P20 can be deployed effectively.
Answer: Dimensional warping is eliminated by strictly controlling our machining and thermal profiling alignment. At Zhongsheng, our internal tool shop utilizes high-precision CNC grinding machines to enforce a straightness tolerance threshold of ≤0.02mm per meter. Furthermore, our engineers optimize the localized distribution of electric heating cartridges along the 120*50mm mold plates, creating a perfectly balanced thermal gradient that uniformizes resin gelation speeds and offsets composite internal stress buildup.
Answer: Because Zhongsheng operates an in-house CNC mold workshop and independent heat treatment facilities, the standard turnaround cycle for custom fiberglass extrusion molds ranges between 15 to 20 business days. This includes drawing verification, premium tool steel sourcing, multi-axis milling, gas nitriding, hard chrome electroplating, and internal cavity mirror hand-polishing to match your target structural composite section specifications.








We are both manufacturer trading and company. We have our own factory and we have better service ofoverseas customers. Welcome to send your inquiry!
We can supply a few pieces FREE samples if we have some in stock, and you only need to pay the freight cost by yourself. Welcome to send your inquiry for FREE samples!
10-15days after receiving the deposit based on the MOQ. Normally, 30-35days to finish the order for a 20ft container. Welcome to ask for the detailed delivery time according to your order quantity!
Our whole production lines and products have been certificated by IS09001:2015, and it's been followed strictly. We also have the professional QC team, and each our package worker will be in charge of the final inspection according to the QC instruction before packing.
Basically, the payment terms areT/T,L/C at sight. Western Union, Paypal, Moneygram, Alipay Credit card are acceptableforsample order.
We accept all OEM orders,just contact us and give me your design,we will offer you a reasonable price ASAP.
The quality of the product is very good, all performance tests have passed, and the service attitude of the docking staff is very good

ClydeEngineer, From india
Compared with our local products, the quality of this batch of profiles is quite good, it is worth recommending

DevinCEO, From Germany
The engineer has comprehensive professional knowledge, answered many questions, and put forward many useful suggestions, which made the plan more perfect

AaronCTO, From Mexico
Quote
Email: Jessica@frpzs.com
Phone
Phone+86-15303735673

WhatsApp
+86 15303735673

WeChat
+86-15303735673